From now on, you can define a pocket milling CNC operation in Total Engineer. The current implementation supports only some basic parameters so at the moment it is rather a proof of concept. Still, it is possible to generate machine code for some simple scenarios.
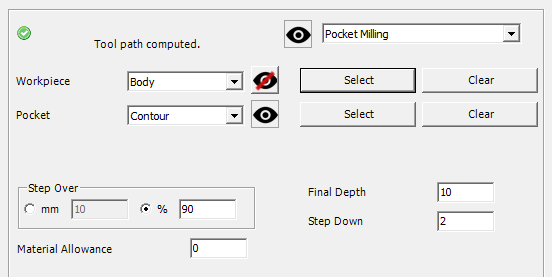
As the first step the user has to define the workpiece model. Next, it is necessary to select the contour of the pocket. It’s important to choose the contour at the top level of the pocket. Further, the selected contour must be a so-called ‘closed-loop’ or ‘wire’. Please take this fact into consideration while preparing your models.
The depth of the pocket is a numerical value (Final Depth). So is the vertical step (Step Down) – in Z-axis. Besides, it is possible to define the distance between single tool paths in a plane (Step Over) using either a numerical value (mm) or the percentage of the tool diameter (%). Finally, the user can set the Material Allowance which is the distance (in X- and Y-axis) from the vertical walls of the pocket.
As mentioned above, the current implementation supports only basic parameters and therefore has some restrictions. For example, the tool comes always from the Z+ direction or the pocket has to be prismatic.
I provided a sample file Sample_PocketMilling.xml if you want to see how it works. Do not hesitate to contact me or post your questions below if you have any.